全自动平面口罩生产线的鼻梁条植入工序分析
前面我们说了全自动平面口罩生产线的原材料上料工序,今天米目米智能小编就来说说全自动平面口罩生产线的鼻梁条植入工序,先来了解一下这个工序的具体工作顺序和机构。
1、鼻梁条植入工序
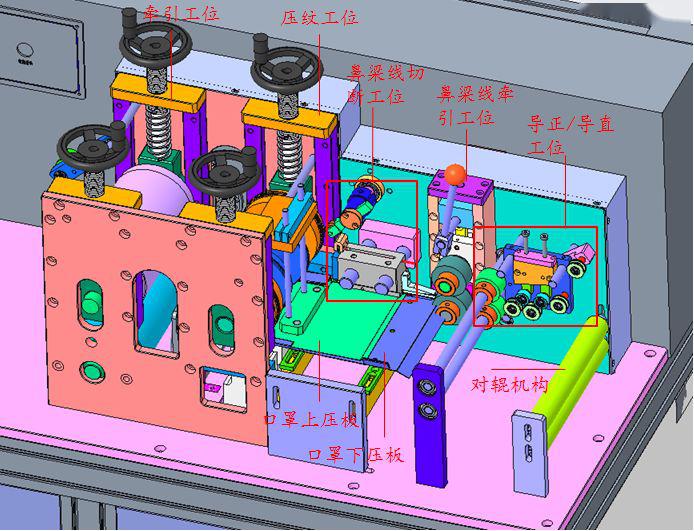
说是鼻梁条植入工序,其实也包含了压出口罩纵向两侧纹路的工序,具体看下图:
工作顺序为:
布料从对辊机构中间穿过,进入口罩上、下压板之间;同时,鼻梁线穿过导正/导直工位,进入鼻梁线牵引工位,最后由切断工位将鼻梁线按固定长度切断,和口罩一起进入压纹工位;
再由牵引工位,牵引着口罩进入下一工序。
1)导正/导直工位
这个机构的作用就是将鼻梁线导正、导直,鼻梁线经过4个导正轮和2个过线辊,从导直对辊中间穿过,进入后面的牵引工位。(注:导直对辊是无动力的)
再来看一下过线辊高度调节机构:调节块安装在固定座上,可以看到调节螺丝和过线辊安装座是燕尾槽式配合,当拧动调节螺丝时,就可以带动过线辊安装座移动,达到调节过线辊高度的目的。
2)鼻梁线牵引工位
首先要知道,滑动座带动下面的滑动块调节机构、牵引轮滑动块和上牵引轮一起移动,关于滑动座的上下调节原理,其实在之前的网红口罩机上讲过一次,我就直接把那个复制过来了,原理都是一样的:
调节螺丝-1是中空型螺丝,调节螺丝-2和滑动块为螺纹配合,调节过程:调节螺丝-2锁在滑动块上,但注意不要锁紧;这时转动调节螺丝-1(注意保持调节螺丝-2不转动),就可以实现滑动块的上下运动,调整到合适位置后,锁紧调节螺丝-2就OK啦。
3)鼻梁线切断工位
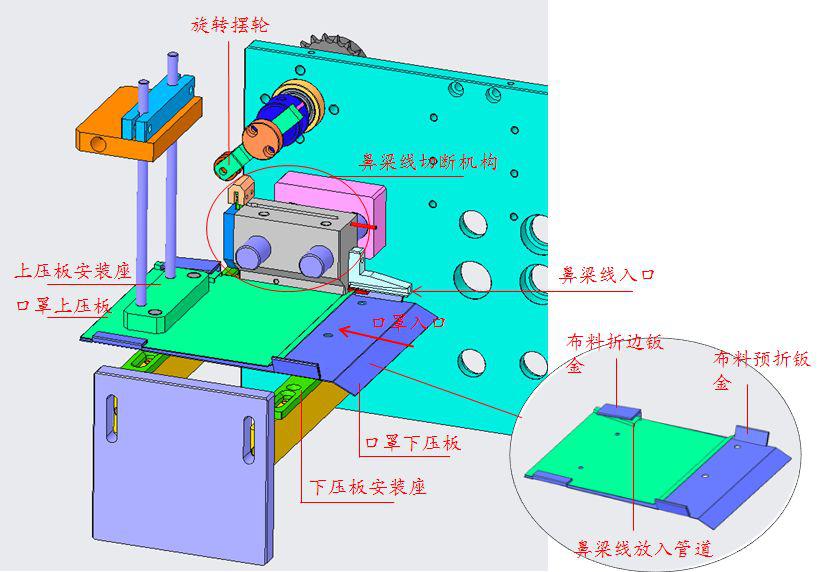
从上图可以看到,口罩下压板两侧分别有布料预折钣金和折边钣金,布料经过预折钣金时,将布料两侧折成接近90°;再经过折边钣金时,将布料盖下来折成180°。
鼻梁线从入口进入到切断机构,旋转摆轮旋转一次,将鼻梁线按固定长度截断一次,联系前面的鼻梁线牵引工位,工作顺序就是这样的:
鼻梁线牵引工位间歇旋转一次,就将鼻梁线往前带着走一段,前进停止后,旋转摆轮击打一次切刀,将鼻梁线切断。切断后的鼻梁线从放入管道进入折叠起来的布料中,然后一起进入后面的压纹工位。
4)压纹工位
先来说说这两个工位的作用:
压纹工位:压出口罩纵向两侧的压纹;
牵引工位:压住布料,为布料前进提供驱动力。








